Erqi District, Zhengzhou City, Henan Province
Monday-Sunday:7:00AM - 23:00PM
A number you can call:+86 13164350935

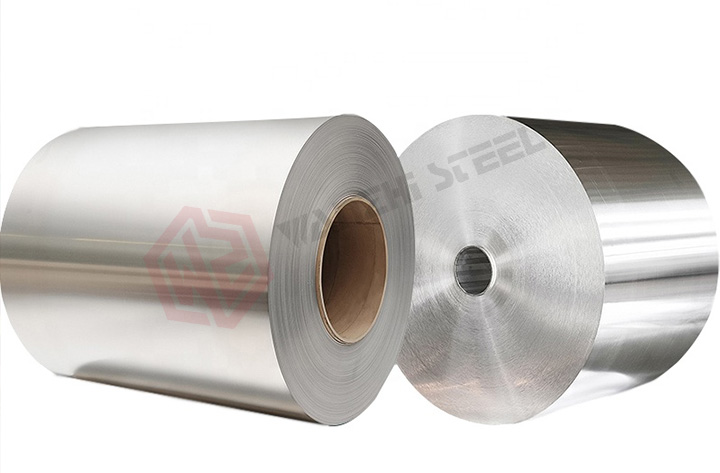


Hot - rolled stainless steel steel plate is made by hot - rolled process. Thickness of not more than 3mm for the thin plate, thickness of more than 3mm for the thick plate for the chemical, petroleum, machinery, shipbuilding and other industries manufacturing corrosion resistant parts, containers and equipment.
Contact UsHot - rolled stainless steel steel plate is made by hot - rolled process.
Thickness of not more than 3mm for the thin plate, thickness of more than 3mm for the thick plate for the chemical, petroleum, machinery, shipbuilding and other industries manufacturing corrosion resistant parts, containers and equipment.
Its classification and brand numbers are as follows:
1.Austenitic steel
1 cr17mn6ni15n (1);
(2) 1 cr18mn8ni5n;
(3) 1 cr18ni9;
(4) 1 cr18ni9si3;
(5) 0 cr18ni9;
(6) 00 cr19ni10;
(7) 0 cr19ni9n;
(8) 0 cr19ni10nbn;
(9) 00 cr18ni10n;
1 cr18ni12 (10);
(11) 0 cr23ni13;
(12) 0 cr25ni20;
(13) 0 cr17ni12mo2;
(14) 00 cr17ni14mo2;
(15) 0 cr17ni12mo2n;
(16) 00 cr17ni13mo2n;
1 cr18ni12mo2ti (17);
0 cr18ni12mo2ti (18);
1 cr18ni12mo3ti (19);
(20) 0 cr18ni12mo3ti;
(21) 0 cr18ni12mo2cu2;
(22) 00 cr18ni14mo2cu2;
(23) 0 cr19ni13mo3;
(24) 00 cr19ni13mo3;
(25) 0 cr18ni16mo5;
1 cr18ni9ti (26);
(27) 0 cr18ni10ti;
(28) 0 cr18ni11nb;
(29) 0Cr18Ni13Si4
2.Austenitic -- ferritic steel sections
(30) 0 cr26ni5mo2;
(31) 00 cr18ni5mo3si2;
3.Ferritic steel section
(32) 0 cr13al;
(33) 00 cr12;
1 cr15 (34);
1 cr17 (35);
1 cr17mo (36);
(37) 00 cr17mo;
(38) 00 cr18mo2;
(39) 00 cr30mo2;
(40)00Cr27Mo
4.Martensite steel
1 cr12 (41);
(42) 0 cr13;
(43);1 cr13.
(44) 2 cr13;
(45) 3 cr13;
(46) 4 cr13;
(47) 3 cr16;
(48)7Cr17
5.Precipitation hardening section steel
Study on process lubrication of (49)0Cr17Ni7Al hot rolled sheet and strip steel
The main role of lubrication in hot rolling process
1.1 reduce the friction coefficient, reduce the rolling force due to the reduction of the friction coefficient, the rolling force is reduced, generally can reduce the rolling force by 10%~25%, so as to reduce the rolling power, save energy consumption.
1.2 Reduce roll consumption and improve operating rate Under hot rolling conditions, the working roll surface oxidizes due to long-term contact with cooling water and forms black skin, which is the main reason for abnormal roll wear.
The use of special lubricant can effectively prevent the formation of black skin on the roll surface, prolong the service life of the roll, reduce the number of roll changes, and improve the operating rate of the mill.
1.3 Improve the surface quality after rolling The reduction of roll wear and the reduction of black skin directly improves the surface quality after rolling.
Process lubrication can improve the crystal structure of rolled strip steel and improve its deep drawing performance.
1.5 Energy saving and consumption reduction After using process lubrication, the average power saving per ton of hot-rolled steel is 3 degrees;Pickling acid solution reduced by 0.3~1.0kg;Metal consumption decreased by 1.0kg.The consumption of rolls can be reduced by 30%~50%.
Usually the hot rolling lubricant is sent to the surface of the roll in the form of a mixture of oil and water. Water is the carrier, and a small amount of oil is evenly dispersed in the water.
The action process of the oil-water mixture is the transformation from oil-in-water phase to oil-in-water phase.
When the mixed liquid reaches the surface of the roll, it spreads out rapidly in the form of water-in-oil on the surface of the roll. When it enters the deformation zone and contacts with high-temperature rolled parts, the water quickly evaporates and changes into oil-in-water phase due to the action of temperature and pressure, and part of the oil burns into combustives dominated by ash.
A part of the oil uniformly covers the contact arc surface between the roll and the rolled piece in the form of oil film, and both of them can play a lubrication role in about 0.01s in the deformation zone.
Selection of lubricant for three hot rolling process
3.1 Performance of lubricants in hot rolling process
3.1.1 Good and stable lubrication performance
3.1.2 Good wettability and adhesion, can be evenly dispersed on the surface of the roll and firmly adhered.
3.1.3 Good oxidation resistance and decomposition resistance at high temperature to ensure no combustion and decomposition before contact with rolled parts.
3.1.4 Good emulsification resistance and release from water.3.1.5 Non-toxic and odorless. At the same time, the gas generated from decomposition is non-toxic and odorless, and the combustion products are non-toxic and do not pollute the environment.
3.2 Composition and types of lubricants in hot rolling process Hot rolling oil has two forms: water-based hot rolling oil and oil-based hot rolling oil. At present, most manufacturers use oil-based hot rolling oil.The general hot rolling oil is composed of base oil and oily agent. Base oil includes mineral oil, polyolefin and ester oil.Oily agents include animal, vegetable oil, fatty acids, advanced fatty acids, synthetic fats, solid lubricants, etc.
Effect of lubrication on force and energy parameters in hot rolling process
The rolling pressure is significantly reduced by 15%~30% after the hot rolling oil is used in the production.Roller consumption can be reduced by 50%;Energy saving was reduced by nearly 10%.
Different types of hot rolled oil were used to test the process lubrication effect of hot rolled plain carbon steel. The rolling pressure was measured and compared with the rolling force under the rolling condition without process lubrication. The results are shown in the table below
Hot rolled oil type rolling pressure decreased %Q-HB-1905 32.5 HR-40 21.2 Q-HB-11 20.8 fat oil 40 It can be seen from the table that fat oil shows a good ability to reduce rolling force, but fat oil also has fatal defects, such as poor cleaning of steel plate surface after rolling.In addition, fat oil under high temperature conditions is heavier lampblack, worsening the working environment.In addition, different kinds of additives are also significantly different in reducing rolling pressure, as shown in the figure
Influence of process lubrication on roll wear
The use of process lubrication can greatly reduce the roll wear, hot rolling roll should be sufficient cooling and lubrication.
Through the field comparative test, the relationship between rolled strip steel output and roll wear varies greatly under different rolling conditions. As shown in the figure, with the increase of rolling volume, roll wear intensities. Due to the uneven wear, the surface quality after rolling will be seriously affected.
After using process lubrication, the wear of the roll is greatly reduced and the wear along the length of the roll becomes more uniform, which is very beneficial to the shape of hot rolled strip.
Below for F1 to F4 400 continuous roll wear: practice shows that the trace of the lubricant can achieve the goal of reducing roll wear, roll the lubrication effect and degree of wear and tear is not proportional to lubricant dosage and concentration, on the contrary, the dosage of the lubricant is too big, will cause the skid, rolling bite into difficult, also cause pollution.
6. Existing problems
After the hot rolled strip is lubricated by process, the bite condition of the rolled strip changes, which is not conducive to the smooth bite of the rolled strip, and can be solved by intermittent oil supply.
Due to the decrease of friction coefficient after lubrication, the plate width and thickness will be greatly affected, and it is not easy to control. When the conditions are mature, the AGC thickness automatic control system can be used to effectively control the thickness accuracy, and better plate shape can be obtained.In addition, due to the combustion of rolling oil, the harsh working conditions of workers have become worse than before, and the lampblack in the workshop is larger, so it is necessary to set up a smoke exhaust system.

Wanzhi steel is a subsidiary of Wanzhi group in import and export business, which is responsible for the import and export business of metal materials.
Perfect purchasing process and strict quality control system
COPYRIGHT © 2020 WANZHI STEEL. ALL RIGHTS RESERVED.




